Распределительный вал заменяют в следующих случаях:
Упало давление в системе смазки двигателя. Причиной этой неисправности часто бывает повышенный износ шеек распределительного вала и гнезд подшипников распределительного вала в головке блока цилиндров. При износе гнезд заменяют головку блока в сборе, так как гнезда выполнены непосредственно в ее корпусе;
Стук клапанов, не устраняемый регулировкой зазоров в механизме привода клапанов. Может возникать из-за повышенного износа кулачков распределительного вала вследствие применения некачественного моторного масла или повреждения масляного фильтра.
При сильном износе кулачков распределительного вала одновременно с его заменой часто требуется и замена коромысел клапанов.
В связи с особенностями компоновки моторного отсека автомобиля Dacia (Renault) Logan снять распределительный вал непосредственно на автомобиле не представляется возможным. Для этого необходимо снять головку блока цилиндров.
Вам потребуются: те же инструменты, что и для снятия головки блока цилиндров (см."Замена прокладки головки блока цилиндров") и замены маслосъемных колпачков, за исключением тех, которые необходимы непосредственно для их замены (используются инструменты только для подготовительных операций) (см."Замена маслосъемных колпачков"), а также дополнительно ключи «на 11», «на 16» (торцовая головка), «на 25», TORX T30, микрометр.
1. Снимите головку блока цилиндров.
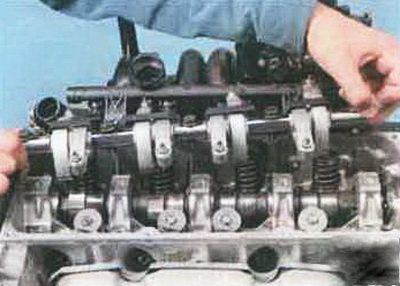
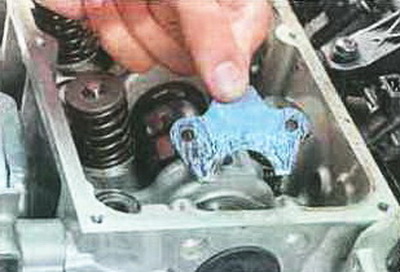
2. Равномерно ослабив затяжку, выверните пять болтов крепления оси коромысел клапанов... Обратите внимание на то, что болты имеют разную форму головок. Устанавливайте болты при обратной сборке на прежние места.
3. ...и снимите ось в сборе с коромыслами.
Если не предполагаете заменять коромысла клапанов и их ось, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.
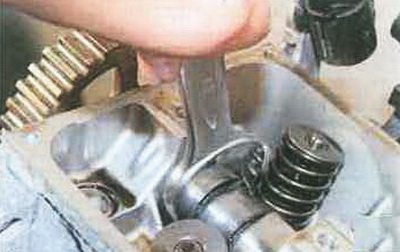
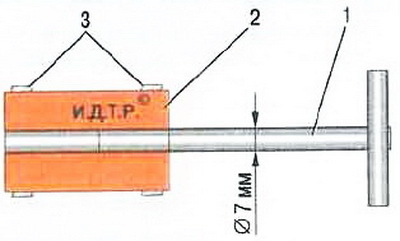
4. Удерживая распределительный вал от проворачивания ключом за шестигранник...
Шестигранник для удерживания выполнен в литье у передней шейки подшипника распределительного вала.
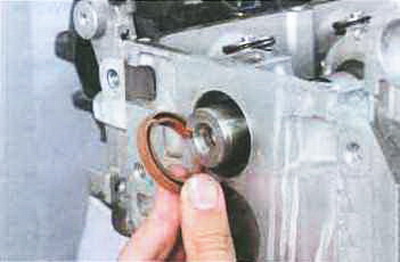
8. ...извлеките из гнезда в головке блока сальник распределительного вала.
Сальник распределительного вала при каждом снятии заменяйте новым.
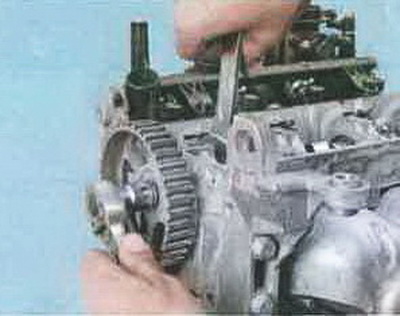
9. На заднем торце головки блока выверните два винта крепления упорного фланца распределительного вала...
10. ...и снимите фланец.
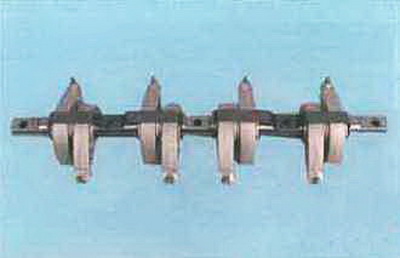
11. Аккуратно, стараясь не повредить острыми кромками кулачков рабочие поверхности подшипников, извлеките распределительный вал из постелей головки блока.
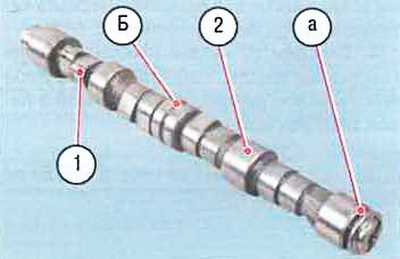
12. Осмотрите распределительный вал. Поверхности опорных шеек 2 и кулачков 1 должны быть хорошо отполированы и без повреждений, а в проточке а под упорный фланец не должно быть следов чрезмерного износа и забоин. На рабочих поверхностях шеек 2 не допускаются задиры, забоины, царапины, наволакивание алюминия от гнезд подшипников в головке блока. Если на рабочих поверхностях кулачков 1 есть следы заеданий, перегрева, глубокие риски или износ в виде огранки, а также равномерный износ свыше 0,5 мм, замените вал. Тщательно очистите от отложений канал Б для подвода масла в средней опорной шейке.
Шлифовка кулачков распределительного вала для устранения ступенчатого износа запрещена, так как при изменении размеров профиля кулачков будут нарушены фазы газораспределения.
13. В мастерских, оборудованных специальными инструментами и приспособлениями, можно проверить радиальное биение шеек распределительного вала. При его значении более 0,02 мм или несоосности шеек замените вал, так как его правка не допускается. При установке нового распределительного вала коромысла клапанов рекомендуем заменить новыми. Перед первым пуском двигателя и для улучшения условий приработки рекомендуем в моторное масло добавить противозадирную антифрикционную присадку.
14. После установки распределительного вала проверьте его осевой зазор. Если он более 0,15 мм, замените упорный фланец.
15. Установите распределительный вал в головку блока и все снятые детали в порядке, обратном снятию.
16. Установите головку блока цилиндров на двигатель.
Если необходим ремонт головки блока цилиндров двигателя, установленного на автомобиле, снимите ее (см."Замена прокладки головки блока цилиндров"). В большинстве случаев ремонт головки блока цилиндров заключается в притирке или замене клапанов и их направляющих втулок, в замене или шлифовке седел клапанов. Причем для выполнения работ, связанных с ремонтом направляющих втулок клапанов и седел, требуются специальные инструменты и оборудование, поэтому эти работы нужно выполнять в специализированном сервисе. При таких неисправностях, как нарушение герметичности каналов рубашки системы охлаждения и коробление привалочной поверхности к блоку цилиндров, головку блока заменяют.
Вам потребуются: ключи «на 10», «на 12», «на 17», свечной ключ, намагниченная отвертка (или пинцет) для снятия сухарей клапанных пружин, приспособление для сжатия клапанных пружин.
4. Выверните четыре верхних болта крепления впускной трубы к головке блока, отверните три нижние гайки и снимите впускную трубу вместе с дроссельным узлом и топливной рампой (см."Замена уплотнения впускной трубы"). Снимите уплотнительные прокладки впускной трубы.
Уплотнительные прокладки впускной трубы заменяйте новыми при каждой разборке соединения.
5. Выверните три болта крепления и снимите термостат.
6. Снимите ось коромысел клапанов в сборе с коромыслами и распределительный вал.
7. При необходимости снимите с оси фиксаторы коромысел...
8. ...и коромысла клапанов.
Если не предполагаете заменять коромысла клапанов, их ось и распределительный вал, не снимайте коромысла с оси, чтобы при сборке установить их на прежние места.
9. Осмотрите коромысла клапанов. Замените коромысло при сильном, отчетливо видимом износе поверхности в, контактирующей с кулачком распределительного вала. Проверьте чистоту отверстия б для подвода смазки к кулачку распределительного вала. Проверьте состояние головки регулировочного болта а и, если на ней есть явные следы износа...
10. ...отверните контргайку болта...
11. ...и выверните болт из коромысла.
12. Установите приспособление для сжатия пружин клапанов, сожмите пружины, снимите сухари, тарелки пружин, пружины (см. "Замена маслосъемных колпачков") и извлеките клапаны из направляющих втулок.
После длительной эксплуатации на верхнем торце клапана может образоваться заусенец грибообразной формы. Перед извлечением клапана из направляющей втулки удалите этот заусенец надфилем. Категорически запрещается выбивать клапан из направляющей втулки молотком через оправку без удаления заусенца, так как при этом неизбежно будет повреждена внутренняя поверхность втулки.
13. Удалите смолистые отложения с верхней поверхности головки и из впускных каналов, Эти отложения можно размягчить и смыть керосином или дизельным топливом.
14. Очистите от нагара камеры сгорания и выпускные каналы. Удаляйте нагар круглой металлической щеткой, установленной в патрон электродрели.
Предварительно размочите нагар керосином. Соблюдайте осторожность: избегайте вдыхать пыль, образующуюся при чистке камер сгорания. Для предотвращения образования пыли периодически смачивайте нагар керосином.
15. Очистите внутренние поверхности направляющих втулок клапанов тонкой цилиндрической кисточкой из медной проволоки, зажатой в патрон электродрели.
16. Удалите с поверхности прилегания головки к блоку цилиндров пригоревшие остатки уплотнительной прокладки.
Запрещается очищать привалочную поверхность головки металлическими щетками или наждачной шкуркой. Пользуйтесь лопаткой из твердого дерева или пластмассы, предварительно размягчив остатки прокладки растворителем.
17. После очистки осмотрите головку блока, чтобы не допустить ее эксплуатацию с повреждениями резьбовых отверстий, трещинами (особенно между седлами клапанов и в выпускных каналах), коррозией, включениями инородных материалов, раковинами и свищами.
Запрещается заваривать трещины, раковины и свищи. Дефектную головку замените.
18. Проверьте с помощью металлической линейки, установленной на ребро, и щупа плоскостность поверхности прилегания головки к блоку в продольном и поперечном направлениях, а также по диагоналям. Если зазор между ребром линейки и поверхностью головки превышает 0,05 мм, замените головку.
19. Очистите поверхности фланцев головки для установки впускной трубы и выпускного коллектора от остатков прокладок и нагара.
20. Проверьте наличие деформации фланцев для впускной трубы и выпускного коллектора, деформированную головку замените.
22. Определите износ направляющих втулок клапанов, измерив внутренний диаметр отверстия втулки и диаметр стержня клапана, и по разности этих размеров определив зазор. Предельно допустимый при износе зазор для впускных клапанов составляет 0,10 мм, для выпускных - 0,15 мм.
23. Если зазор остается больше предельно допустимого и при установке новых клапанов, замените направляющие втулки. Заменяйте направляющие втулки в специализированной мастерской, располагающей соответствующими инструментами и оборудованием.
24. Проверьте состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и других дефектов. Седла клапанов можно заменить в специализированной мастерской. Незначительные повреждения (мелкие риски, царапины и пр.) можно вывести притиркой клапанов (см. ниже).
25. Более значительные дефекты седел клапанов устраняют шлифовкой. Седла необходимо шлифовать в специализированной мастерской, так как для этого требуются специальные инструменты и оборудование. Если не удается устранить значительные дефекты седел шлифовкой, замените седла.
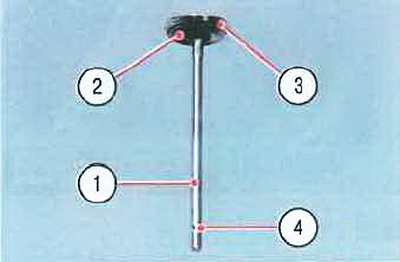
26. Удалите нагар с клапанов и осмотрите их. Деформация стержня 1 клапана и трещины на его тарелке 2 не допускаются. При наличии повреждений замените клапан. Проверьте, не слишком ли изношена и не повреждена ли рабочая фаска 3. Допускается шлифовка рабочей фаски клапанов (в ремонтных мастерских, располагающих соответствующим оборудованием). После шлифовки толщина цилиндрической части тарелки должна быть не менее 0,5 мм для впускных клапанов и не менее 1,0 мм для выпускных. Незначительные риски и царапины на фаске можно вывести притиркой клапана к седлу (см. ниже). Чтобы на стержнях клапанов не образовались риски, не очищайте их проволочными щетками и металлическими скребками.
28. Проверьте концентричность расположения тарелки клапана и седла: нанесите на фаску головки клапана тонкий слой краски (например, берлинской лазури), вставьте его в направляющую втулку и, слегка прижав к седлу, проверните. По следам краски на фаске седла можно судить о концентричности расположения клапана и седла.
29. Проверьте состояние проточек 4 (см. фото выше) стержня клапана под сухари. При обнаружении следов выкрашивания кромок проточек и износа цилиндрической части замените клапан.
29. Маслосъемные колпачки замените независимо от их состояния.
30. Осмотрите пружины клапанов. Трещины и снижение упругости пружин не допускаются. Пружины могут быть установлены одного из двух типов. Номинальная длина пружины первого типа в свободном состоянии (46,5±2) мм, второго типа - (46,64±2) мм. Длина с полностью сжатыми витками соответственно 26,0 и 23,63 мм. Пружины, длина которых в свободном состоянии меньше допустимой, искривленные (отклонение оси пружины от вертикали в свободном состоянии более 4°) и с трещинами замените.
31. Проверьте состояние тарелок пружин. Замените тарелки со значительным износом опорных канавок под пружины.
32. Устанавливайте все снятые детали и узлы головки блока цилиндров в последовательности, обратной снятию.
33. Прокладки головки блока цилиндров, впускной трубы и выпускного коллектора всегда заменяйте новыми, так как снятые с двигателя даже внешне не поврежденные прокладки могут оказаться сильно обжатыми и не обеспечат герметичности уплотнения.
Притирку клапанов выполняют на снятой головке блока цилиндров. Для извлечения клапанов из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов, сжав их специальным приспособлением и вынув из тарелок пружин сухари (см."Замена маслосъемных колпачков"). Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением (реверсивной дрелью).
Кроме того, в продаже имеются готовые ручные держатели клапана.При отсутствии готовых приспособлений можно воспользоваться приспособлением, изготовленным по чертежу (рис. 5.5).
Вместо резинового шланга и хомутов можно к стержню приспособления приварить наконечник, в боковой стенке которого выполнено сквозное резьбовое отверстие, в которое ввернут болт для фиксации стержня клапана.
Кроме того, вам потребуются: притирочная паста, керосин, слабая пружина, по наружному диаметру проходящая в отверстие седла клапана.
2. Нанесите на фаску клапана сплошной тонкий слой притирочной пасты.
3. Наденьте на стержень клапана предварительно подобранную пружину и вставьте клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
4. Наденьте на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).
5. Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притрите клапан, периодически то прижимая его к седлу, то ослабляя усилие прижатия.
При отсутствии какого-либо приспособления притереть клапан можно с помощью ластика, прижимая и проворачивая им клапан. Ослабляйте прижатие клапана, нажимая на торец его стержня другой рукой.
6. Притирайте клапан до появления на его фаске матово-серого непрерывного однотонного пояска шириной не менее 1,5 мм, при этом...
7. ...на седле клапана после притирки также должен появиться блестящий поясок шириной не менее 1,5 мм.
8. После притирки тщательно протрите клапан и седло чистой тряпкой и промойте для удаления остатков притирочной пасты.
Проверьте герметичность клапана, для чего установите его в головку с пружинами и сухарями. Затем положите головку набок и залейте керосин в тот канал, который закрыт клапаном. Если в течение 3 мин керосин не просочится в камеру сгорания, клапан герметичен.





 Новости
Новости 





















 Опубликовано
Опубликовано 
